Курсовая работа: Проектирование хронологического процесса сложения платы преобразователя влажности газа
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
Національний аерокосмічний університет ім. М.Є. Жуковського
«Харківський авіаційний інститут»
Кафедра авіаційних приладів та вимірювань
Пояснювальна записка до курсової роботи
з дисципліни «Технологія виготовлення засобів
вимірювальної техніки»
ПРОЕКТУВАННЯ ТЕХНОЛОГІЧНОГО ПРОЦЕСУ
СКЛАДАННЯ ПЛАТИ ПЕРЕТВОРЮВАЧА ВОЛОГОСТІ ГАЗУ
2009
 СОДЕРЖАНИЕ
СОДЕРЖАНИЕ
Введение
1. Назначение электронного узла, условия работы
2. Анализ технических условий на сборку и контроль
2.1 Технические требования
конструктора
2.2 Лак УР-231 ОСТ 92-1468-90
2.3 Припой ПОС 61 ГОСТ 21931-76
2.4 Технические требования и требования безопасности к
типовым операциям сборки и контроля блоков и узлов на печатных платах ОСТ
92-1042-82
2.5 Варианты установки ЭРЭ на плату ОСТ 4.010.030-81
3. Определение типа производства
4. Выбор организационной формы сборки
5. Анализ технологичности
5.1 Качественная оценка технологичности
5.2 Количественная оценка технологичности
6. Разработка технологической схемы сборки
7. Разработка маршрутной технологии
7.1 Анализ типового технологического процесса и выбор
необходимых операций для разработки единичного ТП
7.2 Разработка операций единичного ТП, установления их
содержания
7.3 Выбор оборудования, приспособлений, инструмента и
вспомогательных материалов
7.4 Маршрутная технология единичного ТП
8. Разработка операционной технологии
8.1 Выбор операции для разработки и оптимизации по
трудоемкости
8.2 Установление содержания переходов, вариантов
выполнения операций и их нормирование
8.3 Определение оптимального варианта выполнения
операции (по трудоемкости) в зависимости от числа изделий в партии
9. Нормирование технологического процесса и уточнение
типа производства
Заключение
Список использованной литературы
ВВЕДЕНИЕ
Технология
изготовления приборов является неотъемлемой частью разработки определенного
вида изделий. Технологическим процессом сборки называют совокупность операций
по соединению, координированию, фиксации, закреплению деталей и сборочных
единиц для обеспечения их относительного положения и движения, необходимого для
выполнения функционального назначения сборочной единице и общей сборки
приборов. На самом раннем этапе разрабатывается технология новых материалов,
затем из новых материалов изготавливаются детали и только потом детали
собираются в готовый прибор.
Процесс сборки является заключительным
этапом изготовления прибора, а значительной степени определяющим его основные
эксплуатационные качества. Выполнение сборочных работ связано с большой
затратой времени и охватывает механическую сборку деталей, сборку
электрорадиоэлементов и монтаж их пайкой, наладку и регулировку, а также
контрольные проверочные операции. Под проектированием технологического процесса
сборки подразумевают процесс подготовки технической документации для
производства изделий в конкретных условиях заданной программы при соблюдении
технологических и экономических ограничений. Независимо от типа и вида
производства проектирование технологического процесса содержит в себе
разработку маршрутных и операционных технологий, выбор технологического
оборудования, технологической оснастки и инструментов, технико-экономическую
оценку варианта технологического процесса
1. НАЗНАЧЕНИЕ ЭЛЕКТРОННОГО УЗЛА И УСЛОВИЯ ЕГО РАБОТЫ
Плата преобразователя влажности газа
предназначена для приемки, обработки сигнала со всеми последующими вычислениями
и выдаче информации на дисплей и компьютер (или в любую систему автоматического
регулирования). Питание платы осуществляется от сети. Микросхемы питаются
напряжением +5В, которое идет от стабилизатора. Входной сигнал поступает в
преобразователь от чувствительного элемента, который находится в трубе с
контролируемым газом. Данное устройство нашло применение на отопительных
станциях, а так же на транспортировочных газовых трубах.
Условия работы электронного узла
1.
Вибрация: частота, Гц 10…70
ускорение, g 1…4
2.
Многократные удары: ускорение, g
10…15 длительность, мс 5…10
3.
Однократные удары: ускорение, g
50…1000 длительность, мс 0,5…10
4.
Температура max, K: рабочая 323
предельная 380
5.
Температура min, K: рабочая 233
предельная 223
6.
Влажность относительная, % 80…93
При температуре, К 213
7.
Акустические шумы: уровень, дБ
85…125 частота, Гц 50…1000
8.
Атмосферное давление, Па:
максимальное 10,6*104 минимальное 5,7*104
9.
Линейное ускорение, g: замедленное
2…4 центробежное 2…5
10.
Ветровая нагрузка, м/с: рабочая до
50 предельная до 70
 2. АНАЛИЗ ТЕХНИЧЕСКИХ УСЛОВИЙ НА СБОРКУ И КОНТРОЛЬ
2. АНАЛИЗ ТЕХНИЧЕСКИХ УСЛОВИЙ НА СБОРКУ И КОНТРОЛЬ
2.1
Технические требования конструктора
1.
Технические требования по монтажу
по ОСТ92-1042-82
2.
Установку элементов производить по
ОСТ4ГО 010 030-81 Элементы позиций 11, 12, 13, 14, 15, 16, 20 – Вариант
IIA. Элементы позиций 6, 7, 8, 9, 10, 17 – Вариант IIB. Элементы позиций 2, 3,
4, 5 – Вариант VIA.
3.
Паять ПОС-61 ГОСТ 21930-76
4.
Плату после сборки покрыть лаком
УР-231 ОСТ 92-1468-90.
5.
*Размеры для справок.
6.
Клеймить плату краской ТНПФ-84 ТУ
29-02-889-79.
2.2 Лак УР-231 ОСТ
92-1468-90
Ø Область применения [1] – узлы, субблоки, блоки на
микросхемах и других радиоэлементах с объемным или печатным монтажом на однослойных
или многослойных печатных платах, выполненных различными методами. Компаундом,
специальным лаком или фотолаком; места развальцовки, керповки; детали крепежа,
экраны, металлические корпуса и детали приборов. Предназначен для отделки и
защиты металлических и неметаллических деталей и узлов, влагозащиты и
электроизоляции электрорадиодеталей, определяет их выбор, свойства и область
применения.
Ø Химический состав: смесь полуфабрикатного лака УР-0231
или УР-0231Л и диэтиленгликольуретана (ДГУ70) ДГУ(65/35) с массовой долей 70%
по ТУ 6-03-388 (количество частей по массе=100).
Ø Физико-механические свойства:
- водопоглощаемость после 48 часов
испытаний при 20 °С=1%;
- грибостойкий.
Токсикологическая
характеристика:
Лаки
УР – 231 являются токсичными и горючими материалами, что обусловлено свойствами
входящих в их состав смол, растворителей и применяемых для их отвердевания
отвердителей. На человека лак оказывает следующее воздействие: наркотическое
действие на нервную систему, раздражающее действие на кожу, слизистые оболочки
глаз и дыхательных путей, поражает легкие, вызывает острые и хронические
отравления. Высушенная пленка лака не оказывает вредное воздействие на организм
человека.
2.3 Припой ПОС-61 ГОСТ 21930-76
Ø Область применения [2] – лужение, пайка (при ручном и
механизированном способах) выводов ЭРЭ, в том числе интегральных схем (ИС) и
полупроводниковых приборов (ПП) электромонтажных элементов печатных плат,
электромонтажных соединений ячеек и блоков, точных приборов, микропроводов,
печатных кабелей и других изделий РЭА.
Ø Химический состав:
- олово – 59 - 61%;
- свинец – остальное;
- сумма примесей – не более 0,29%.
Ø Физико-механические свойства:
- время сопротивления разрыву при
температуре 20°С – 42,18 Н/м2*106;
- температура плавления: начальная
183°С, конечная - 190°С;
- плотность при температуре 20°С – 8500
кг/м3;
- коэффициент теплового расширения  ;
;
- теплопроводность – 50,24 Вт/(м*К);
- удельное электрическое сопротивление
0,139*10-6 Ом*м;
Ø Токсикологические характеристики:
- характер воздействия: поражение печени,
селезенки, системы кроветворения. По характеру влияния сходны с действием
металлического свинца;
- влияние на кожу: при длительном
воздействии – хроническая экзема;
- 1 класс токсичности и опасности по ГОСТ
12.1.007-76;
- ПДК в воздухе рабочей зоны 0,010 мг/м3
по свинцу.
2.4 Технические требования
и требования безопасности к типовым операциям сборки и контроля блоков и узлов
на печатных платах ОСТ 92-1042-82
Требованиям к узлам и блокам [3]
Окончательный монтаж регулировочных
элементов должен производиться после регулировки изделия, о чем должно быть
указано в технологическом процессе.
Требования к рихтовке, формовке и обрезке
выводов элементов
Рихтовку выводов элементов допускается
выполнять при условии обеспечения неподвижности участка вывода на расстоянии не
менее 1 мм от корпуса. При этом не допускается перемещение торца выводов
микросхем в корпусах с плоскими выводами в горизонтальной плоскости на величину
более ширины вывода.
Для микросхем, имеющих в состоянии
поставки отклонения концов выводов от плоскости заделки, допускается возвращать
их в исходное положение, обеспечив при этом неподвижность участка вывода на
расстоянии не менее 1 мм от корпуса.
Требования к лужению и пайке
Флюсы и припои должны соответствовать ОСТ
4ГО.033.200. основными припоями являются припои марок ПОС 61, ПОС 61М, ПОССу
61-05, ПОСК 50-18 по ГОСТ 21931-76.
Основными флюсами являются ФКСп, ФКЭт по
ОСТ 4ГО.033.200, ФКТ по ТУ 13 – 4000177 – 51 – 84.
Флюс, поступающий на рабочие места, должен
иметь отметку в сопроводительной документации о дате его изготовления, сроке
годности, а в случае необходимости указание величины удельной электрической
проницаемости.
На емкости, в которой находится флюс,
должна быть указана марка флюса.
При изготовлении канифольных флюсов
следует использовать канифоль ОК – 5 ТУ 13-4000177-154-83. При необходимости
допускается увеличение содержание канифоли во флюсе ФКТ по ТУ 13-4000177-51-85
до 30 - 50% за счет уменьшения содержания растворителя.
Лужение выводов элементов, концов проводов
и пайку их на печатные платы следует производить припоем одной марки.
Допускается лужение выводов элементов,
концов проводов и контактных площадок печатных плат производить припоем ПОС 61
по ГОСТ 21931-76, пайку – припоем ПОСК 50-18 по ГОСТ 21931-76.
Требования к пайке
Температура и время пайки выводов
элементов и концов проводов не должны превышать значений, указанных в
стандартных и технических условиях на элементы. В случае отсутствия таких
указаний при пайке выводов элементов, кроме микросхем, концов проводов должны
выполняться следующие требования:
- температура стержня электропаяльника
не более 265°С;
- время пайки – не более 3с;
- интервал между повторными пайками – не
менее 20 с;
- количество перепаек – не более 2.
Требования к паяным соединениям
Пайка должна быть по возможности
«скелетной», т.е. под припоем должен просматриваться контур вывода элемента.
Торец вывода может быть видимым и нелуженым. Допускается «заливная» форма
паяного соединения, когда выводы элемента полностью скрыты припоем.
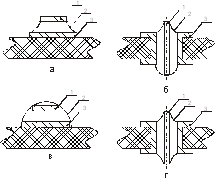
Рисунок 2.5.1 – Варианты пайки 1 – вывод
элемента; 2 – припой; 3 – контактная площадка.
Требования к лужению
Участок вывода элемента, подлежащий пайке,
должен подвергаться лужению припоем на расстоянии от корпуса, указанном в
технических условиях на элемент.
В случае отсутствия таких указаний лужение
выводов элементов следует производить на расстоянии от корпуса не менее 1 мм.
На поверхности выводов элементов и
проводов, подлежащих лужению, не должно быть лака, краски, коррозии, темных
пятен.
При необходимости допускаются до лужения
выводы элементов, кроме выводов микросхем, зачищать от окисной пленки, лак,
краски на расстоянии не менее 2 мм от корпуса, при этом не допускается полное
снятие металлического покрытия, оголение основного материала вывода и
повреждение наружного контактного узла и его покрытия.
Температура и время лужения выводов
элементов (кроме микросхем) и концов проводов не должны превышать указанных в
государственных стандартах и технических условиях.
При отсутствии таких указаний должны быть:
- температура припоя (стержня
электропаяльника) – не более 265°С;
- время лужения – не более 3 с;
- количество погружений – не более 2;
- интервал между погружениями одних и тех
же выводов – не менее 5 мин;
- длина нелуженого
участка жил провода от торца изоляции до уженной части должна быть не более 1
мм.
 Требования к контрольно-регулировочным работам
Требования к контрольно-регулировочным работам
При проведении контрольно-регулировочных и
испытательных работ приспособление (контактные устройства) должны обеспечивать
надежное контактирование с выводными (контрольными) контактными площадками
печатной платы.
В процессе проведения
контрольно-регулировочных работ не допускаются:
- замыкание цепей, выводов элементов и
т.п. при применении щупов, зажимных и других контактирующих устройств;
- механические повреждения монтажа.
Допускается применение бесконтактных
методов отыскания дефектов аппаратуры.
Обеспечение безопасности работающих
При разработке технологических процессов
монтажа аппаратуры на печатных платах следует руководствоваться «Санитарными
правилами организации технологических процессов и гигиеническими требованиями к
производственному оборудованию».
Методы контроля
Операционный контроль необходимо выполнить
в последовательности, указанной в технологической документации.
Контроль элементов на соответствие
описаниям внешнего вида следует производить согласно описаниям предусмотренными
в них средствами;
Контроль элементов, плат, проводов на
отсутствие механических повреждений следует производить визуально.
Контроль флюсов ФКСп, ФКЭт, ФКТ по
удельной электрической проводимости следует проводить на приборе ПКФ – 1.
Выборочный контроль паяных соединений на
механическую прочность, по углу смачивания или с помощью макроструктурного
анализа проводится по требованию представителей заказчика и отдела технического
контроля или при наличии указаний в технической документации на изделие. При
выборочном контроле в технических условиях на изделие необходимо указывать
количество паяных соединений, подлежащих испытанию, порядок их выбора.
Контроль качества паяных соединений
допускается производить методом сравнения с эталонными паяными соединениями,
качество которых соответствует требованиям настоящего стандарта.
2.5 Варианты установки ЭРЭ на плату ОСТ 4.010.030-81
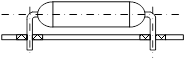
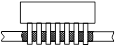
Таблица 2.5.1 - Варианты установки ЭРЭ на
плату [4]
| Типовое конструктивное выполнение |
Рекомендуемое применение |
|
|
На платах с односторонним и
двухсторонним расположением печатных проводников. Крепление и эксплуатация
при механических нагрузках – в соответствии с техническими условиями на
резисторы, конденсаторы и полупроводниковые приборы. |
|
 
|
На платах с односторонним и
двухсторонним расположением печатных проводников. Крепление и эксплуатация
при механических нагрузках – в соответствии с техническими условиями на
резисторы, конденсаторы и полупроводниковые приборы. |
|
|
На платах с односторонним и
двухсторонним расположением печатных проводников с применением теплоотводящих
шин или электроизоляционных прокладок.
Крепление и эксплуатация при
механических нагрузках – в соответствии с техническими условиями на
микросхемы и микросборки.
|
3.
ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА
Существует три типа производства [5]:
единичное, серийное и массовое.
Единичное
производство характеризуется малым объемом выпуска изделий широкой
номенклатуры. При этом однажды осуществленный для какого-либо изделия процесс
изготовления больше не повторяется или повторится через неопределенный
промежуток времени. Оборудование, приспособления и инструменты заводов и цехов
единичного производства должны быть приспособлены к изготовлению разнообразной
продукции, т.е. универсальными. Квалификация рабочих очень высокая. На рабочих
местах выполняются разнообразные операции. Стоимость продукции высокая.
Серийное
производство характеризуется ограниченной номенклатурой изделий,
изготавливаемых периодически повторяющимися партиями (сериями) и сравнительно
большим объемом выпуска. В зависимости от количества изделий в партии,
сложности изготовления, частот повторяемости партии в течение года различают
производство мелкосерийное, среднесерийное и крупносерийное. В производстве
используется универсальное и специализированное оборудование, универсальная и
специальная оснастка. Средняя квалификация рабочих ниже, чем в единичном
производстве. Серийный тип производства является наиболее распространенным в
изготовлении авиационного оборудования.
Массовое
производство характеризуется узкой номенклатурой и большим объемом выпуска
изделий, непрерывно изготавливаемых в течение продолжительного времени. Используется
специальное высокопроизводительное оборудование, которое расставляется по ходу
ТП. Постоянство ТП позволяет закрепить за рабочими местами одни и те же
постоянные операции, более простые, чем при серийном производстве. Это дает
возможность использовать рабочую силу низко квалификации. Создаются наиболее
благоприятные условия для автоматизации.
Тип
производства определяется коэффициентом:
Кзо=Q/Рм , (3.1)
где  – число различных
операций;
– число различных
операций;  – число рабочих
мест, на которых выполняются данные операции. Для
определения типа производства введен коэффициент закрепления операции. Если за
рабочим местом независимо от загрузки закреплена только одна операция, то Кзо =
1-2, что соответствует массовому производству. При 2<Кзо<10 производство
крупносерийное, при 10<Кзо<20 - среднесерийное, при 20<Кзо< 40 -
мелкосерийное, при Кзо >40 – единичное.
– число рабочих
мест, на которых выполняются данные операции. Для
определения типа производства введен коэффициент закрепления операции. Если за
рабочим местом независимо от загрузки закреплена только одна операция, то Кзо =
1-2, что соответствует массовому производству. При 2<Кзо<10 производство
крупносерийное, при 10<Кзо<20 - среднесерийное, при 20<Кзо< 40 -
мелкосерийное, при Кзо >40 – единичное.
Т.к.
значений для расчета по формуле нет, но зная годовую программу выпуска и
принимая во внимание тот факт, что изделия авиационной промышленности
преимущественно выпускаются серийно, принимаем серийный тип производства.
В
серийном производстве для проектирования ТП важно рассчитать размер партии
одновременно запускаемых в производство изделий
n = N / (12k),(3.2)
где k – количество партий в течение одного
месяца, принимаем k=1. Из организационных и
экономических соображений объем производственной партии не должен превышать 500
шт.
Для нашего случая:
n=1800/12=150 шт
Исходные данные для расчета годового фонда
времени Fд:
1) количество рабочих дней в году - 253;
2) количество рабочих дней, сокращенных на
1 час - 6;
3) количество рабочих дней с полной
продолжительностью смены - 247;
4) продолжительность одной смены полного
рабочего дня - 8,2.
Определим годовой фонд времени работы
станка или рабочего места:
 (ч).
(ч).
4.
ВЫБОР ОРГАНИЗАЦИОННОЙ ФОРМЫ СБОРКИ
Организационной формой сборки [5] называется принятая форма связей
между отдельными операциями сборочного процесса.
Основными организационными формами сборки являются стационарная и
подвижная.
При
стационарной сборке изделие собирается на одном или параллельно на нескольких
рабочих местах. Стационарная сборка может быть концентрированной, когда изделие
от начала до конца собирается на одном рабочем месте, и дифференцированной, при
которой процесс разделяется на узловую и общую сборку. Сборочные единицы (узлы)
собираются одновременно на нескольких рабочих местах.
Подвижная
сборка заключается в том, что собираемый объект перемещается от одного рабочего
места к другому в последовательности, обусловленной ТП. На каждом рабочем месте
выполняется одна и та же повторяющаяся операция. Подвижная сборка выполняется
двумя способами:
-
со свободным
движением собираемого объекта, перемещающегося от одного рабочего места к
другому по мере выполнения операции, закрепленной за рабочим местом;
-
с
принудительным движением собираемого на конвейере объекта, когда его
перемещение (непрерывное или периодическое) согласовано с тактом сборки. Такая
сборка называется поточной.
Выбор
организационной формы сборки производится в соответствии с положениями:
1)
стационарная
сборка применяется в единичном и мелкосерийном производстве, и в серийном,
когда затрачиваемое на сборку время, значительно меньше такта;
2)
если время
сборки узла кратно такту, но по технологическим соображениям процесс сборки
нельзя разделить на отдельные операции, то сборка выполняется на нескольких
рабочих местах параллельно. В этом случае рабочие места дублируют друг друга и
сборка получается стационарной независимо от программы выпуска;
3)
в массовом и
серийном производствах во всех тех случаях, когда время сборки прибора
превышает такт со значительной кратностью, целесообразно применять подвижную
поточную сборку, так как она является наиболее совершенной формой организации
сборочных работ.
Но в нашем случае целесообразно применять подвижную
сборку со свободным движением собираемого объекта, так как предполагается
автоматизация сборочных операций, а синхронизировать работу автоматов сложно.
5.
АНАЛИЗ ТЕХНОЛОГИЧНОСТИ
Наиболее технологичные конструкции, как
правило, и наиболее экономичны в условиях производства. В технологичной
конструкции не должно быть работ, выполняемых вручную, т.к. они мало
продуктивны; должны максимально использоваться механизация и автоматизация;
необходимо максимально использовать унифицированные, нормализированные,
стандартные детали и узлы; следует избегать оригинальных конструкций, деталей и
узлов; максимально обеспечивать взаимозаменяемость, контролепригодность,
инструментальную досягаемость к узлам и элементам, регулируемость; следует
использовать минимальное количество деталей и узлов; техпроцесс составления
должен совмещать минимальное количество операций.
5.1 Качественная оценка
технологичности
Качественная оценка при сравнении вариантов конструкции в процессе
проектирования изделия предшествует количественной и зачастую определяет
целесообразность выполнения количественной оценки. Качественная оценка
технологичности конструкции изделия выражается понятиями: "хорошо - плохо",
"соответствует - несоответствует", "технологично -
нетехнологично", "допустимо - недопустимо" и т.д. Качественная
оценка раскрывает конструктивно-технологические особенности изделия к
изготовлению по основным видам работ.
У
сборочных единиц оцениваются: компоновочные решения; взаимозаменяемость;
элементная база; контролепригодность; вид подготовки, установки и монтажа ЭРЭ;
инструментальная доступность; регулируемость; способы защиты от внешних
воздействий и т.п. При оценке элементной базы необходимо обратить внимание на
типы элементов, их вид, размеры, форму корпуса, расположение и количество
выводов, базовые расстояния для установки на плату, формовать выводы или нет,
герметичность, особые требования и т.п.
При
оценке элементной базы информацию, важную для разработки операций
технологического процесса составления лучше занести в таблицу 5.1.1, группируя
ЭРЭ по типам и типоразмерам.
|
Стабилизатор,
супервизор
(DA1,DA2)
|
Прямоугольная
5*4мм
Высота 1,5 мм
|
8 выводов с
противоположных сторон |
Параллельно |
5 |
- |
|
Конденсаторы
(С1-С11)
|
Цилиндрическая
Диаметр 10мм
Высота 14мм
|
2 вывода
Радиальные
|
Перпендикулярно |
5 |
Лужение,
обрезка |
|
Индуктивности
(L1,L2)
|
Прямоугольная
2*1.25мм
Высота 1мм
|
- |
- |
- |
- |
|
Резисторы
(R1-R4)
|
Цилиндрическая
Диаметр 2.3мм
Длина 6мм
|
2 вывода
Осевые
|
Перпендикулярно |
10 |
Лужение,
формовка, обрезка |
|
Диоды
(VD1,VD2)
|
Цилиндрическая
Диаметр 2.7мм
Длина 3.8мм
|
2 вывода
Осевые
|
Перпендикулярно |
10 |
Лужение,
формовка, обрезка |
|
Транзистор
(VT1)
|
Прямоугольная
Ширина 2.8мм
Длина 7мм
Высота 5мм
|
3 вывода в
одну сторону |
Перпендикулярно
в 2 ряда |
1.25 |
Лужение,
обрезка |
|
Разьем
OFW4
(XS1)
|
Прямоугольная
5*11мм |
4 вывода в
одну сторону |
Перпендикулярно |
- |
Лужение,
обрезка |
|
Разьемы
D-SUB
(XS2)
|
Прямоугольная
12*30мм |
- |
- |
- |
- |
|
Кварцевый
генератор
(ZQ1)
|
Квадратная
12*12мм
|
4 вывода в
одну сторону |
Перпендикулярно |
7.62 |
- |
Компоновочные решения
ЭРЭ размещены на одной стороне платы – это
решение технологично, поскольку позволяет максимально автоматизировать
сборочные и монтажные операции [6].
Плотность монтажа средняя и соответствует
размерам платы.
Форма печатной платы прямоугольная и
унифицированная по размерам сторон и их соотношению, т.о. специальное
оборудование не требуется.
Взаимозаменяемость
Все элементы стандартные, легко
заменяемые. Дополнительные затраты не требуются.
Элементная база
Среди всех ЭРЭ есть 4 микросхемы, которые
могут пострадать от статического электричества.
Контролепригодность
Технологична, т.к. можно контролировать
все ЭРЭ до процесса сборки, все важные этапы во время сборки, а так же
параметры печатного узла после сборки.
Вид подготовки, установки и монтажа ЭРЭ
Проанализировав элементную базу, можно
сделать вывод что в конструкции много ЭРЭ с выводами, которые требуют лужения,
формовки и обрезки – это нетехнологично. Большинство элементов крепятся на
плату на свои выводы подгибкой – технологично. Монтаж осуществляется с помощью
пайки – технологично.
Инструментальная доступность
Технологична, т.к. ЭРЭ не перекрывают друг
друга, а плотность монтажа является средней, поэтому инструментами легко
добраться до места сборки устанавливаемых ЭРЭ.
Регулируемость
Точность выходных электрических параметров
обеспечивается методами полной, неполной и групповой взаимозаменяемости
подстроечных ЭРЭ – технологично.
Способы защиты от внешних воздействий
После сборки плата покрывается лаком для
защиты печатного узла от влаги – технологично.
5.2 Количественная оценка
технологичности
Количественная оценка
технологичности [5] предполагает определение относительных частных показателей
Ki и комплексного показателя K. Общее число базовых показателей не
должно превышать семи. Комплексный показатель представляет собой сумму частных
показателей с учетом их значимости по выбранному критерию.
Исходные данные для последующих расчетов
технологичности:
Нмс = 7 шт. - общее количество микросхем и микросборок в изделии;
Нэрэ = 28 шт.- общее количество ЭРЭ;
Нм = 144 - общее количество монтажных соединений;
Нам = 130 - количество монтажных соединений, которые могут
осуществляться (или осуществляются) механизированным или автоматизированным
способом;
Нмп эрэ = 25 -
количество ЭРЭ, подготовка которых к монтажу может осуществляться (или
осуществляется) механизированным или автоматизированным способом;
Нмкн = 3 - количество операций контроля и настройки, которые можно
осуществить механизированным способом. В число таких операций включаются
операции, не требующие средств механизации;
Нкн = 5 - общее количество операций контроля и настройки;
Нт эрэ = 11 - общее
количество типоразмеров ЭРЭ в изделии;
Нтор эрэ = 0 - количество типоразмеров
оригинальных ЭРЭ в изделии.
Определяем значения
коэффициентов
1) Коэффициент использования микросхем и
микросборок:
Кмс = Нмс / Нэрэ = 7/28 = 0,25; (5.2.1)
2) Коэффициент автоматизации и механизации
монтажа изделия:
Кам = Нам / Нм = 130/144= 0,91; (5.2.2)
3)Коэффициент автоматизации и механизации
подготовки ЭРЭ к монтажу:
Кмп зрэ = Нмп эрэ / Нэрэ = 25/28 = 0,89;
(5.2.3)
 4) Коэффициент автоматизации и механизации операций контроля и настройки
электрических параметров:
4) Коэффициент автоматизации и механизации операций контроля и настройки
электрических параметров:
Кмкн = Нмкн / Нкн = 3/5= 0,6; (5.2.4)
5) Коэффициент повторяемости
электрорадиоэлементов:
Кпов эрэ = 1 – Нт эрэ / Нэрэ = 1 – 11/28 =
0,61; (5.2.5)
6) Коэффициент применяемости
электрорадиоэлементов:
Кп эрэ = 1 – Нт ор эрэ / Нт эрэ = 1 – 0/11
= 1; (5.2.6)
Определяем значение комплексного показателя
по формуле:

 (5.2.7)
(5.2.7)
где ki – значение показателя по
таблице состава базовых показателей соответствующего класса блоков;
jі
функция, нормирующая весовую значимость показателя:
φ1 = 1;φ3
= 0,75;φ5 = 0,31;
φ2 = 1; φ4
= 0,5; φ6 = 0,187
i – порядковый номер показателя в ранжированной
последовательности;
s – общее количество базовых показателей
для данной стадии проектирования изделия.
Разработанная конструкция печатного узла
является технологичной для стадии разработки рабочей документации серийного
производства, т.к. комплексный показатель равен 0,66, что соответствует
нормативам комплексного показателя для класса электронных блоков (0,5 – 0,8)
данной стадии проектирования конструкторской документации.
6.
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ СБОРКИ
Разработка технологического маршрута
сборки начинается с расчленения изделия или его части на сборочные элементы
путем построения схем сборочного состава, и технологических схем сборки.
Расчленение изделия на элементы проводится независимо от программы его выпуска
и характера технологического процесса сборки. При разработке технологической
схемы сборки формируется структура операций сборки, устанавливается их
оптимальная последовательность, вносятся указания по особенностям выполнения
операций. Схемы сборки составляют как для отдельных сборочных единиц, так и для
общей сборки изделия.
Технологические схемы позволяют упростить
проектирование процессов сборки и позволяют оценить технологичность конструкции
изделия. Исходными данными для разработки
технологической схемы сборки являются:
- сборочный чертеж;
- анализ элементной базы;
- технические требования конструктора.
Технологическая схема сборки с базовой
деталью более трудоемка, но в наглядной форме отражает:
- временную последовательность процесса
сборки;
- относительное расположение сборочных
единиц и деталей;
- возможности организации сборочного
процесса;
- позволяет выделить минимальные по
содержанию законченные части работ, из которых состоят операции.
При назначении последовательности
сборочных работ необходимо придерживаться следующих рекомендаций [7]:
1)
предшествующие работы не должны
затруднять выполнение последующих работ;
2)
последующие работы не должны
ухудшать качества уже выполненных соединений и установленных ЭРЭ;
3)
однотипные работы необходимо
группировать;
4)
после наиболее ответственных работ
вводиться сплошной или выборочный контроль;
5)
технологическая схема общей сборки
строиться при условии образования наибольшего количества сборочных единиц;
6)
в первую очередь выполняются
неподвижные соединения, требующие значительных механических усилий;
7) обычно механические сборочные работы
выполняются раньше, если это не противоречит первой и второй рекомендациям;
8) допускается чередование работ по
механическому и электрическому соединению в тех случаях, когда полное окончание
механических сборочных работ затрудняет доступ к узлам и деталям для выполнения
электрического соединения;
9) на заключительных этапах собираются
подвижные части изделий, разъемные соединения, устанавливаются детали,
заменяемые в процессе настройки;
10) установку элементов на печатную плату
рекомендуется начинать с меньших по высоте и размерам.
Наша конструкция подходит к 3 варианту
функциональных узлов – только на верхней стороне платы устанавливаются
компоненты для монтажа в отверстия и поверхностного монтажа. Монтаж компонентов
содержит следующие операции: нанесения паяльной пасты на контактные площадки
верхней стороны платы; установка компонентов поверхностного монтажа; контроль;
сушка и оплавление паяльной пасты; установка компонентов для монтажа в отверстия;
пайка компонентов для монтажа в отверстия двойной волной припоя; промывка
печатной платы с компонентами; контроль паяных соединений.
В приложении В представлена
технологическая схема сборки. В качестве базовой выбираем ту деталь,
поверхности которой будут впоследствии использованы при установки в готовое
изделие, т.е. печатную плату (поз. 1). Вначале наносим паяльную пасту на
контактные площадки трафаретной печатью согласно п.1 технических рекомендаций.
Затем производим установку ЭРЭ поверхностного монтажа: индуктивности (поз.11,
12), микросхемы (поз. 2-5). Следующим шагом будет контроль согласно п.4
технических рекомендаций. Далее сушка и оплавление паяльной пасты. После
производим установку с последующей подгибкой выводов ЭРЭ наименьших размеров согласно
п. 10 технических рекомендаций: диоды (поз. 16), резисторы (поз. 13-15),
транзистор (поз. 17), кварцевый генератор (поз. 20), конденсаторы (поз. 6-10),
разъем (поз. 18). Далее устанавливаем разъемы (поз. 19) при помощи
механического крепления винтами, гайками и шайбами в соответствии с п. 1
технических рекомендаций. Затем производим контроль установки ЭРЭ согласно п.4
технических рекомендаций. Потом следует пайка выводов ЭРЭ волной припоя,
промывка, сушка, контроль качества паяных соединений и электрических параметров
в соответствии с п. 4 рекомендаций. После этого выполняем покрытие лаком (п.4
технических требований конструктора), сушку и контроль работоспособности
готовой платы преобразователя влажности газа. На завершающем этапе после
контроля необходимо клеймить плату краской ТНПФ-84 по ТУ 29-02-889-79 (п.6
технических требований конструктора).
7.
РАЗРАБОТКА МАРШРУТНОЙ ТЕХНОЛОГИИ
Маршрутный технологический процесс
определяет последовательность исполнения операций, их вид и наименование,
оснащение, трудоемкость выполнения операций и квалификацию рабочих. Все
параметры разработки ТП заносят в маршрутные карты.
Типовые технологические процессы
разрабатываются для группы изделий, объединенных на основе
конструктивно-технологических признаков, и характеризуются единством содержания
и последовательности большинства технологических операций и переходов для
изделий всей группы. Операции записываются в общей форме.
Единичный ТП относится к изделию
конкретного наименования, типоразмеру и исполнению независимо от типа
производства. Операции записываются для конкретной элементной базы.
7.1 Анализ ТТП и выделение
необходимых операций для единичного техпроцесса
Необходимые операции:
1.
Комплектовочная
2.
Подготовительная*
3.
Промывка*
4.
Сушка*
5.
Лужение
6.
Формовка
7.
Сборка*
8.
Пайка*
9.
Проверочная*
10.
Контроль
7.2 Разработка операций
единичного ТП, установка их количества, содержания и степень механизации
Комплектовочная
Распаковать от упаковки ЭРЭ, детали,
платы. Проверить сроки годности, номиналы, наличие сопроводительной
документации, отсутствие нарушений внешнего вида. Подобрать чертеж. Уложить
комплект согласно чертежу в тару. Подобрать форму технологического паспорта,
заполнить графу «комплектация», уложить паспорт в тару. Вручную.
Подготовительная
Будет 4 операции:
а) получить комплект ЭРЭ, деталей, плату,
изучить документацию. Проверить комплект на соответствие чертежу. Проверить
отсутствие повреждений внешнего вида ЭРЭ, платы, деталей. Вручную;
|

|
|
|
|
|
ХАИ-КП.402131.12.ПЗ
|
Лист |
|
|
|
|
|
|
22 |
| Изм. |
Лист |
№докум. |
Подпись |
Дата |
б) формовать и обрезать выводы ЭРЭ поз.
13, 14, 15, 16, 17, 18, 20. Автоматически;
в) вклеить ЭРЭ поз. 6, 7, 8, 9, 10 в
липкую ленту. Автоматически;
г) нанести паяльную пасту. Автоматически;
Промывка
Будет 2 операции:
a) очистить плату перед сборкой.
Виброустановка Т858095;
б) отмывка плат от ацетонно-конифольного
лака и флюса. Виброустановка Т858095.
Сушка
Будет 3 операции:
а) сушить плату после контроля установки
элементов поверхностного монтажа. Сушильный шкаф ВШ-0,035;
б) сушить плату после промывки платы от
ацетонно-конифольного лака и флюса. Сушильный шкаф ВШ-0,035;
в) сушить плату после покрытия лаком.
Сушильный шкаф ВШ-0,035.
Лужение
Лудить выводы ЭРЭ поз. 6, 7, 8, 9, 10, 13,
14, 15, 16, 17, 18, 20. Групповое механизированное погружение выводов ЭРЭ.
Сборка
Будет 4 операции:
а) установить ЭРЭ поз. 2, 3, 4, 5, 11, 12
на паяльную пасту. Автоматически;
б) установить ЭРЭ для монтажа в отверстия
на свои выводы подгибкой поз. 13, 14, 15, 16, 17, 18, 20 на установке «Силуэт»;
в) установить ЭРЭ для монтажа в отверстия
на свои выводы подгибкой поз. 6, 7, 8, 9, 10. Автоматически;
г) установить на плате ЭРЭ поз.19 с
механическими креплениями винтами, гайками. Вручную.
Пайка
Будет 2 операции:
а) оплавить паяльную пасту. Автоматически;
б) паять плату волной припоя. Установка
УПВ-903;
Лакирование
Лакировать печатную плату с установленными
на нее ЭРЭ погружением в ванну с лаком.
Проверочная
Будет 4 операции:
а) проверить качество установки ЭРЭ
поверхностного монтажа. Вручную;
б) проверить внешний вид блоков платы,
качество паяных соединений. Вручную;
в) проверить блок согласно ТУ по
электрическим параметрам. Вручную;
г) проверить внешний вид блоков платы,
качество установленных элементов. Вручную.
Контроль
Проверить внешний вид платы, блока в ОТК.
Вручную. Клеймить.
7.3 Выбор оборудования,
приспособлений, инструментов и вспомогательных материалов
Оборудование – постоянная часть оснастки,
на которой выполняется заданная операция (станок, верстак, испытательный стенд
и т.д.).
Приспособление – сменная часть оснастки,
способствующая выполнению данной операции и служащая для закрепления деталей
(узла) или для закрепления элементов, или для формовки выводов ЭРЭ, или для
штамповки заготовки и т.д.
Инструмент – сменная часть оснастки, при
помощи которой непосредственно выполняется заданная операция.
Оборудование:
·
Верстак 80500010000
комплектовочная, подготовительная (а).
·
Виброустановка Т858095 – промывка.
·
Сушильный шкаф ВШ-0,035, – сушка.
·
Установка лужения выводов
УГЛ-300.ГГМ.330.002 – лужение.
·
Рабочее место монтажника – сборка
(г).
·
Установка УПВ-903 – пайка (б).
·
Стол ОТК – контроль.
·
Рабочее место контролера
проверочная (а, б, в, г).
·
Автомат ГГМ1.149.002 – сборка (в).
·
Автомат для нанесения паяльной
пасты трафаретной печатью – подготовительная (г).
·
Автомат формовки и обрезки выводов
подготовительная (б).
·
Печь конвейерная – пайка (а).
·
Автомат вклейки ЭРЭ в липкую ленту
подготовительная (в).
·
Установка программируемой сборки
«Силуэт» - сборка (б).
·
Автомат с программируемым управлением
CP60L – сборка (а).
Приспособления:
·
Тара типа ЭП – комплектовочная,
подготовительная, промывка, сушка, лужение, формовка, сборка, пайка,
проверочная, контроль.
·
Антистатический браслет 7890-4850
комплектовочная, подготовительная (а), проверочная (а)
·
Флакон с флюсом – лужение, пайка
(б).
·
Ванна для лужения – лужение.
·
Стойки для монтажа – сборка (г).
·
Емкость со промывочной жидкостью
промывка.
·
КПА согласно ТУ – проверочная (в).
·
Лупа ЛП1-2.5 ГОСТ 7594-75
комплектовочная, подготовительная (а), проверочная (а, б), контроль.
 Инструменты:
Инструменты:
·
Магнитный захват 6330/239
комплектовочная, подготовительная (а).
·
Отвертка – сборка (г).
·
Пинцет ПГТМ 120 ОСТ 4.ГО.060.013
подготовительная (а), сборка (г).
·
Штангенциркуль ШЦ3 160
подготовительная (а).
·
Линейка 300 – подготовительная
(а).
Вспомогательные материалы:
Припой, лак и другие материалы, которые
остаются в изделии, указаны в технических требованиях конструктора. Но при
выполнении сборочных работ необходимы и другие вспомогательные материалы,
которые не остаются в изделии. В частности, необходимо выбрать промывочную
жидкость как для очищения печатной платы от защитного покрытия при подготовке к
сборке, так и для удаления остатков флюса после пайки. Также для лужения
выводов ЭРЭ и качественной пайки необходимо использовать флюс.
Согласно конструкторским требованиям для
пайки используется припой ПОС61 ГОСТ 21930-76. Наиболее подходящими для
использования с этим припоем являются следующие флюсы: ФКТ, ФКСп, ФКЭт.
Промывочные жидкости представлены в
таблице 7.3.2.
Таблица 7.3.2 - Промывочные жидкости
| Состав моющих средств |
Назначение |
Область применения |
Рекомендуемые способы
очистки
|
Дополнительные указания |
| Смесь: спирт этиловый технический
(5%), хладон 113 (95%) |
Механизированная очистка узлов и
блоков РЭА от канифольных флюсов (ФКСп, ФКЭт, ФКТ) после пайки,
расконсервации печатных плат |
Печатные узлы, платы, РЭА с
печатным монтажом |
Погружением в жидкую фазу без
нагревания. Протирка жесткой кистью, щеткой. |
Возможно многократная регенерация
методом перегонки. Допускается применение смеси: хладон 113–95%, спирт
изопропиловый – 5%. |
| Смесь нефраса (50-60%) и спирта
этилового технического (33-50%) |
Механизированная и ручная очистка
узлов и блоков РЭА от канифольных флюсов после пайки и лужения |
Печатные платы, узлы, блоки, шкафы
РЭА с печатным и объемным монтажом |
Погружением в жидкую фазу без
нагревания. Протирка кистью или хлопчатобумажным тампоном |
Оборудование должно быть во
взрывобезопасном исполнении. Допускается применение нефраса С50/170. |
|
Эфир этиловый уксусной кислоты
(этилацетат)
|
Механизированная и ручная очистка
узлов и блоков РЭА от флюса после пайки, и консервации |
Узлы и блоки РЭА с печатным
монтажом, в том числе с микросхемами; печатные платы |
В струйных установках при
температуре 50-55°С.
В вибрационных установках |
|
В качестве промывочной жидкости выбираем
смесь технического этилового спирта и хладона 113, т.к. она является менее
токсичной в сравнении с другими образцами.
 8. РАЗРАБОТКА ОПЕРАЦИОННОЙ ТЕХНОЛОГИИ
8. РАЗРАБОТКА ОПЕРАЦИОННОЙ ТЕХНОЛОГИИ
Задача этапа разработки операционного ТП
[8] – полная детализация осуществления операций.
8.1 Выбор операции для
разработки и оптимизации от степени автоматизации
Для сравнения следует выбирать такие
операции, в которых не четко просматривается технико-экономическая
эффективность выбранной степени автоматизации. Такому критерию соответствует
операция 055 – сборка: установить ЭРЭ поз. 6, 7, 8, 9, 10 на свои выводы
подгибкой. В данной операции устанавливается 11 конденсаторов на автомате
установки ЭРЭ с радиальными выводами. Сравниваться будут операции
автоматической и ручной установки.
8.2 Установление содержания
переходов вариантов выполнения операций и их нормирование
Таблица 8.2.1 - Нормирование операций
переходов для ручной сборки
| Номер перехода |
Содержание перехода |
Топ
Табличное, мин
|
Количество нормируемых единиц,
необходимых для выполнения перехода. |
Топ
расчетное, мин
|
| 1 |
Извлечь плату из тары |
0,055 |
1 |
0,55 |
| 2 |
Установить плату на подставку |
0,017 |
1 |
0,017 |
| 3 |
Извлечь ЭРЭ из тары |
0,016 |
1 |
0,016 |
| 4 |
Установить ЭРЭ на плату, вставив
выводы в соответствующие отверстия платы |
0,058 |
1 |
0,058 |
| 5 |
Подогнуть выводы с обратной стороны
платы |
0,124
на 2 вывода
|
2 |
0,124 |
| 6 |
Обрезать излишки выводов |
0,214
на 2 вывода
|
2 |
0,214 |
| 7 |
Повторить переходы 3-6 для
остальных ЭРЭ согласно чертежу |
0,412 |
10 |
4,12 |
| 8 |
Проверить правильность установки
ЭРЭ внешним осмотром |
0,03 |
11 |
0,33 |
| 9 |
Снять плату с установленными ЭРЭ с
подставки |
0,015 |
1 |
0,015 |
| 10 |
Уложить плату в тару |
0,017 |
1 |
0,017 |
| Общее время, мин |
5,44 |

Таблица 8.2.2 - Нормирование операций
переходов для автоматической сборки
| Номер перехода |
Содержание перехода |
Топ
Табличное, мин
|
Количество нормируемых единиц,
необходимых для выполнения перехода. |
Топ
расчетное, мин
|
| 1 |
Установить программную перфоленту в
считывающее устройство автомата |
0,134 |
1 |
0,134 |
| 2 |
Извлечь бобину с вклеенными в ленты
ЭРЭ из тары |
0,05 |
1 |
0,05 |
| 3 |
Установить бобину с вклеенными в
ленту ЭРЭ в укладочный блок автомата |
0,15 |
1 |
0,15 |
| 4 |
Извлечь плату из тары |
0,055 |
1 |
0,055 |
| 5 |
Установить плату на координатный
стол автомата |
0,06 |
1 |
0,06 |
| 6 |
Установить ЭРЭ на плату в
автоматическом режиме |
0,01 |
11 |
0,11 |
| 7 |
Снять плату со стола автомата |
0,06 |
1 |
0,06 |
| 8 |
Проверить правильность и качество
установки ЭРЭ внешним осмотром |
0,03 |
11 |
0,33 |
| 9 |
Уложить плату с установленными ЭРЭ
в тару |
0,017 |
1 |
0,17 |
| Общее время, мин |
1,119 |
Проанализировав полученные значения
операционного времени для обоих случаев, можно сделать вывод, что вариант
установки конденсаторов на автомате верен и является более технологичным и
менее трудоемким.

8.3 Определение оптимального
варианта выполнения операции (по трудоемкости) в зависимости от числа изделий в
партии
Оперативное время на выполнение операции
берем из таблиц (8.2.1) и (8.2.2):
1) Для ручной сборки:
 мин;
мин;
2) Для автоматической сборки:
 мин.
мин.
Определим норму штучного времени для
каждой операции по формуле:
 (8.3.1)
(8.3.1)
Где  оперативное
время на выполнение монтажной операции, мин;
оперативное
время на выполнение монтажной операции, мин;
 поправочный коэффициент, учитывающий группу сложности
и вид производства;
поправочный коэффициент, учитывающий группу сложности
и вид производства;  ;
;
 подготовительно-заключительное время, время
обслуживания рабочего места и личные надобности, процент от оперативного
времени;
подготовительно-заключительное время, время
обслуживания рабочего места и личные надобности, процент от оперативного
времени;  ;
;
 время на отдых, процент от оперативного времени;
время на отдых, процент от оперативного времени;  .
.
1) Для ручной сборки:
 мин.
мин.
2) Для автоматической сборки:
 мин;
мин;
Определим подготовительно-заключительное
время Тп.з.. Это время, которое рабочий затрачивает на
первоначальное ознакомление с работой и чертежом, наладку оборудования,
инструментов для выполнения данной операции и другие заключительные работы
после выполнения работы:
 (8.3.2)
(8.3.2)
Где n – количество изделий в партии.
1) Для ручной сборки:
 мин;
мин;
2) Для автоматической сборки:
 мин,
мин,
Где 30 минут добавлено на настройку
автоматического оборудования.
Рассчитаем штучно-калькуляционное время:
 (8.3.3)
(8.3.3)
Где  подготовительно-заключительное
время на партию изделий;
подготовительно-заключительное
время на партию изделий;
1) Для ручной сборки:
 мин
мин
2) Для автоматической сборки:
 мин
мин
По этим двум зависимостям построим
графики, на которых можно сравнить трудоемкость для ручной и автоматической
сборки. (рис.8.3.1).
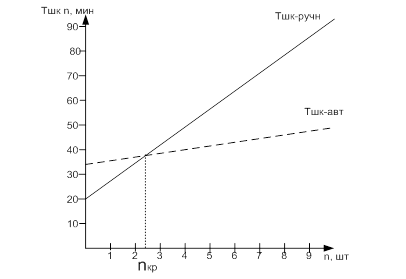
Рис.8.3.1 – График трудоемкости ручной и
автоматической сборки
nкр – значение, при котором оба
варианта выполнения операции равноценны. Для данного случая nкр=2
шт. Если n>2 более рациональным по трудоемкости, в зависимости от количества
изделий в партии, является вариант установки ЭРЭ на ПП в автоматическом режиме.
Если n<2 шт., то использование ручной установки более технологично. Т.к. в
нашем случае в партия 150 шт, то оптимальным вариантом для данной операции
является установка ЭРЭ на автомате.
9.
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И УТОЧНЕНИЕ ТИПА ПРОИЗВОДСТВА
Исходными данными для укрупненного
нормирования работ является маршрутная технология и, в частности, таблица 7.4.
Из нее выписывают все операции и по нормативным документам определяют
нормативные времена Топ, необходимые для их выполнения. После этого
определяем норму штучного времени Тш для каждой операции по формуле (8.3.1)
Полученные значения занесем в таблицу:
Таблица 9.1 – Нормирование технологического
процесса
| № |
Операция |
Топ, мин |
Тш, мин |
| 005 |
Комплектовочная |
4,91 |
6,63 |
| 010 |
Подготовительная |
2,5 |
3,37 |
| 015 |
Подготовительная |
3,62 |
4,88 |
| 020 |
Лужение |
5,8 |
7,83 |
| 025 |
Подготовительная |
1,15 |
1,55 |
| 027 |
Промывка |
3,2 |
4,32 |
| 028 |
Сушка |
3,15 |
4,25 |
| 030 |
Подготовительная |
2,1 |
2,84 |
| 035 |
Сборка |
1,53 |
2,06 |
| 040 |
Проверочная |
1,46 |
1,97 |
| 045 |
Сушка |
4,57 |
6,16 |
| 050 |
Пайка |
5,58 |
7,5 |
| 055 |
Сборка |
1,12 |
1,51 |
| 060 |
Сборка |
3,32 |
4,48 |
| 065 |
Сборка |
2,87 |
3,87 |
| 070 |
Проверочная |
1,81 |
2,44 |
| 075 |
Пайка |
3,73 |
5,03 |
| 080 |
Промывка |
2,24 |
3,02 |
| 085 |
Сушка |
3,15 |
4,25 |
| 090 |
Проверочная |
2,41 |
3,26 |
| 095 |
Проверочная |
1,81 |
2,44 |
| 100 |
Лакирование |
5,07 |
6,84 |
| 105 |
Сушка |
3,15 |
4,25 |
| 110 |
Контроль |
1,5 |
2,02 |
|
|
Суммарное время |
68,6 |
92,61 |
Рассчитаем коэффициент закрепления
операций:
 ,(9.1)
,(9.1)
Где  -
среднее штучное время, которое находится по формуле:
-
среднее штучное время, которое находится по формуле:

 мин, (9.2)
мин, (9.2)
m – количество операций;
Рассчитаем такт выпуска изделия:
 мин,(9.3)
мин,(9.3)
 - действительный фонд рабочего времени.
- действительный фонд рабочего времени.
Подставим найденные значения в формулу (9.1):
 .
.
Тип производства – среднесерийный, т.к. коэффициент закрепления операций
входит в диапазон от 10-20.
ЗАКЛЮЧЕНИЕ
В данном курсовом проекте представлена
разработка технологического процесса сборки платы преобразователя влажности
газа.
В результате нами получен вариант
технологического процесса сборки платы и выбраны все необходимые для этого
приспособления, оборудования и инструменты. Основной упор в работе делался на
снижение затрат на изготовление печатного узла, а так же снижение трудоемкости.
 СПИСОК
ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
СПИСОК
ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1.
ОСТ 92 – 1468 – 90 Лаки и краски.
Марки, состав, свойства и область применения.
2.
ОСТ 4 ГО.033.200. Припои и флюсы
для пайки. Марки, состав, свойства и область применения. ГОСТ 21931-76.
3.
ОСТ 92-1042-82. Технические
требования и требования безопасности к типовым операциям сборки и монтажа
блоков и узлов на печатных платах.
4.
ОСТ 4.010.030.-81.Установка
навесных элементов на печатных платах. введ.01.01.82.
5.
Заболотный В. А. Проектирование
техпроцесса сборки электронных устройств приборов и систем управления
летательных аппаратов. Учебное пособие по курсовому проектированию. Харьков:
ХАИ, 1999.
6.
Заболотный В.А, Заболотный А.В.,
Кныш В.А. Проектирование технологических процессов сборки электронной
аппаратуры. Харьков: ХАИ, 2008.
7.
ОСТ
92-1046-82. Типовые технологические операции подготовки печатных плат к сборке
и монтажу блоков и узлов.
8.
Билибин К.И., Власов А.И.,
Журавлева Л.В. Конструкторско-технологическое проектирование электронной
аппаратуры: учеб. для вузов – М.: МГТУ им. Н.Э. Баумана, 2005.
9.
ОСТ4 ГО.050.012. Научная
организация труда. Нормативы времени (элементные). Нормирование монтажных
работ.
10.
ТТП. Сборка, электромонтаж и
покрытие лаком узлов и блоков на печатных платах. ТТПС-096, 1995.
11.
ОСТ4 ГО.054.264. Аппаратура
радиоэлектронная. Сборочно- монтажное производство. Поготовка
электрорадиоэлементов к монтажу. Типовые технологические операции.